|
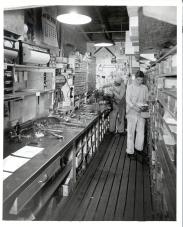
| Number 54 Circular Hand Sharpeners
are lined up for final assembly work. |
|
|
 |
 |
Left: 14,000 square feet
was added to the factory for the assembly and shipping departments in 1986.
Right: Machines were once assembled in multiple batches in 3 different stages
- first the frame pieces were put together; then the common parts were added;
and finally the customers custom items such as cams, grinding wheel and
other options finished the machines. |
|
|
| E. P. (Edward) Armstrong was a remarkable man. With only a
second grade education, Edward was self-taught in most every field, including
reading and writing. Yet he wrote every word of several publications during
his lifetime. E.P. edited and published for five years, The North American
Filer, a journal for the lumber mill. For over 25 years, he compiled and
tabulated The Saw Engineering Bureau, the first authoritative set of instruction
books on the operation and care of wood cutting saws. He also prepared and
published a set of mechanical books on the same subject. His ideas were
well ahead of his time. Even though his books were published prior to 1931,
many of the basic skills he set forth are still current. |
 |
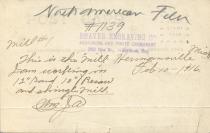 |
| Edward Armstrong’s
brother, William who was working in a sawmill in Michigan, sent this postcard,
dated February 10, 1916 to E.P. at The North American Filer. William writes
Mill #1. This is the mill I am working in 12” Band 10” Resaw
and shingle mill. Hermansville, Mich Feb 10 - 1916. |
|
|
The Saw Engineer, the first monthly magazine ever written
on filing saws was first published in 1931, and had a mailing list of about
3,500. In that first issue, E.P. Armstrong said "The care of saws, with
the many problems and difficulties, has become an 'engineering science'
of vital importance to the lumber industry." This thinking prompted the
name of the magazine. By the 1950's, over 11,000 copies of The Saw Engineer
were sent around the world. Issues were printed in both Spanish and French
in the late 1990's.
The Saw Engineer magazine continued to be published two to three times a
year until the final printed edition (#156) in March 2000. Sawmills and
the advances they made in their filing rooms were among the regular features
of the magazine. See how the feel and flavor of the magazine changed over
the years in the excerpts shown below. The tradition continues with Armstrong's
internet website: www.armstrongblue.com. |
| Armstrong published many other books on saw filing techniques
since the Saw Engineer began. The Armstrong Saw Filer’s Handbook,
written by Phil S. Quelch of Vancouver, BC was published in 1962. A definitive
work as a reference manual and training text, the handbook drew on Phil’s
many years of saw filing experience. The handbook was translated into Spanish
in 1962 by Sr. Edgar Rodriguez Kraftt of Talleres Bolivar, S.A. of Mexico
and became Manual del Afilador. In 1964, Phil followed with Sawmill Feeds
and Speeds, which offered formulas and pre-figured charts to determine the
most efficient feed and speed for both band and circle saws of varying sizes,
operating under a variety of conditions.
Saga of the Saw Filer, a fictional account of the life of a saw filer
in the early 1900’s, was written by Stewart Holbrook in 1952 on
the occasion of Armstrong’s 50th anniversary and distributed as
a memento to saw filers.
In 1978, when technology began to change and new cutting edge materials
began to immerge in the sawmill, Jeff Hewitt wrote the Carbide Filer’s
Handbook. The book was revised in 1986 and offered as Armstrong’s
Stellite and Carbide Filer’s Handbook. Jeff drew on his vast knowledge
of cutting edge materials from his saw making and saw maintenance experience.
E.P.’s original writings, as well as those publications that followed,
became important tools of the trade and are still often requested; though
most are out-of-print.
|
| E. P. Armstrong's wife, Fannie Mae, and two sons, Lloyd and Harry were actively involved in the business. Their daughter Twila chose other endeavors. Fannie Mae served as Secretary/Treasurer of the company for many years. E.P.'s oldest son, Harry, served his apprenticeship along side his father, and became head filer at the Standard Box and Lumber Company in Portland, Oregon from 1909 until the mill burned in 1915. |
 |
|
Mrs. E.P. Armstrong (Fannie Mae) was Secretary/Treasurer
of the company for many years. |
Harry then came to work full-time with his father at Armstrong until
he accepted a head filer position at Weyerhaeuser Company in Longview,
Washington. After 32 years filing saws, Harry retired in 1961, but never
packed away his tools permanently. He continued to act as a trouble-shooter
and pinched-hit for vacationing filers.
Younger son Lloyd, who had served almost twenty years as Vice President,
became President after his father's death in 1942. Lloyd perpetuated the
principles E.P. had always lived by. He was a saw filer, and like his
father, knew what others in the trade needed to turn out better saws.
Under his direction, the company grew to become a leader in the field,
with a worldwide market. Lloyd retired from the company in 1975.
|
|
|
 |
| Lloyd Armstrong was elected
President of Armstrong Manufacturing Company after his father's death in
1942. |
|
During World War II, the War Production Board doled out contracts to
local machine shops (often over a card table) to make items for the war
effort. Armstrong received a contract with Remington Arms to make chambering
reamers for 40 mm ship-mounted cannons. Ted Andrianoff, who was shop superintendent
at the time, and another machinist from the shop, also took a contract
for making horns for submarines, which were made exactly to the engineered
specifications. But the designers had neglected the mechanism that made
the horns make a noise. They laughingly referred to them as Andrianoff
and Nelson's "noiseless horns". |
 |
| Many Armstrong employees
were called to serve in the military during World War II and Korea. The
company supported the war effort through special manufacturing contracts
and war bond drives. |
Ted Andrianoff, who was named General Manager in 1953, bought the company
from the Armstrong family. Ted was born in April of 1913 in the remote
fishing village of Petersburg, Alaska. In his early teens, Ted migrated
to Portland, Oregon for schooling. He joined the company in l936 at age
22 as a temporary employee to develop the procedure for making stretcher
rolls. Ted insisted on being paid 95 cents per hour, which was standard
pay for master machinists at the local shipyards then. The foreman of
the 15-man shop was only earning 75 cents per hour. |
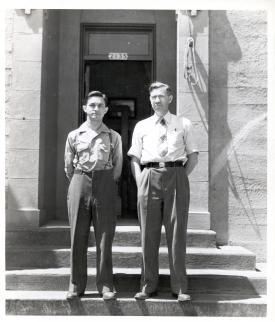 |
| Young Ted Andrianoff (left)
began work at Armstrong as a temporary employee. He is shown here with Lloyd
Armstrong. |
|
Ted took pride in his work and wanted filers to know that he ground their
stretcher rolls precisely. He started putting his initials "T.C.A.", for
Theodore Constantine Andrianoff, and an identifying serial number on each
set of rolls he ground. Although the "TCA" numbering system has changed,
stretcher rolls are still made to Ted's exacting standards. |
 |
| Ted Andrianoff was named
General Manager in 1953 and bought the company from the Armstrong family. |
During the years that followed, Ted was largely responsible for extensive
innovations in both production and engineering. His influence was evident
in refinements of existing machines and in new production. Clean and innovative
designs became his trademark. As President, he enlarged upon the straightforward
business policies for which Armstrong had always been known.
Business waxed and waned during those years, as the timber industry was
up and down. In 1980, the same year that Mt. St. Helens erupted, the shop
was down to only 16 people.
In early l982, Ted Andrianoff was incapacitated by a stroke. He died
in 1984. His son, Fred, succeeded him as President. Fred grew up with
Armstrong and joined the organization on a full-time basis in 1963. Prior
to that time, he worked at Armstrong during summer vacations while in
high school and college. He was active in all areas of the company: engineering,
production, and sales. Fred was responsible for automation in both the
production facilities and product lines. Fred served as 2nd Vice President
for the company from 1976 until 1984, when he became President. Under
his vision and leadership, Armstrong grew to be a highly valued industry
leader.
In August 1997, Fred accepted an offer from Simonds Industries, making
Armstrong a wholly owned subsidiary of Simonds. Simonds is one of the
world’s largest makers of high quality saws, knives, and files.
Armstrong is now part of a company with worldwide sales and a 165-year
tradition of serving sawmillers. Simonds is a privately owned corporation
with headquarters in Massachusetts and manufacturing facilities in the
USA, Canada, and Europe.
|
 |
| Fred Andrianoff succeeded
his father as President, when Ted was incapacitated by a stroke. |
Just as E. P. Armstrong never forgot the importance of providing products
and services that benefit the saw filer and the lumber industry, each
change of leadership has been vigilant in maintaining the basic principles
that have made the company a success. There can be no compromise where
either quality or service are concerned.
The Armstrong line of equipment for the filing room includes tools for
swaging and shaping the saws for proper clearance in the cut, stretcher
rolls and related equipment for tensioning and leveling the saws so they
will cut a straight line, and sharpening machines to keep the saws producing
efficiently. The line includes standard mechanical machines as well as
computerized equipment for the most sophisticated operations.
Armstrong markets have become worldwide. You will find "Armstrong Blue"
equipment in Australia, New Zealand, Africa - in fact, wherever lumber
production is an industry. It is our responsibility to serve both our
domestic and international customers well. We do that best with a few
well-trained distributors with proven track records in the industry.
Our seventeen Stocking Distributor / Service Centers carry a sizeable
inventory of spare parts for all Armstrong machines and tools. They receive
specialized training (both in-class instruction and hands-on training)
at the Armstrong factory in the operation of all Armstrong equipment.
In addition, representatives from our Stocking Distributor / Service Centers
have participated in several schools dedicated to rebuilding second-hand
Armstrong equipment. Working with the tools of the trade, under filing
room conditions gives the seminar participants a better understanding
of the saw filer's perspective. |
 |
| Armstrong Manufacturing Company's
network of Stocking Distributor / Service Centers provide factory support
worldwide. |
Technical training at the factory was not limited to our Stocking Distributor
/ Service Centers. Many workshops have been conducted at Armstrong for
filers wishing to "fine tune" their sawing programs as well as the performance
of the machines in their filing rooms. Filers from as far away as New
Zealand, France and Australia, as well as Canada and the USA, have been
invited to participate and share their ideas, techniques and unique solutions.
Workshops are not limited to head filers or head saw doctors. Some filers
with over 20 years experience work side by side with some that have been
filers for only a few months. These filers report they have learned more
because of the diversity of their background and the wealth of their combined
experiences. The "factory" workshops were expanded to individual mills
seeking additional training on some of the more sophisticated machines.
Representatives from Armstrong have prepared company workshops for both
hardwood and softwood mills throughout the USA and Canada.
Other leading filers in the industry shared E.P.'s early beliefs about
filers exchanging ideas. The first Saw Filer's Educational Association
was formed in British Columbia, Canada in 1950. Increasing attendance
and interest at this meeting prompted the addition of the Western and
Intermountain Saw Filer's Associations. Today, at least sixteen associations
are in existence in the USA, Canada, Australia, New Zealand and South
Africa. E.P. and Armstrong's succeeding leaders have remained dedicated
to maintaining an active participation in these annual meetings. |
 |
| Shingle saw filers attend
a conference in Chehalis, Washington in May 1922. E.P. Armstrong (far end
of back row) was a regular attendee. |
|
|
 |
| The saw filers congress meeting
(held in Eureka, California in November of 1949) was a forerunner of the
saw filers education association meeting held today. |
 |
| The first governing board
of the Western Saw Filers Association, organized in1961. |
|
Presentation of the saw filer's gavel to the outgoing president of each association has been an annual tradition at Armstrong. Harry Anthony, head filer at Westfir Lumber Company of Westfir, Oregon originally handcrafted the gavel in the shape of a crosspean hammer.
The history of the gavel goes back to 1947 when Harry made a special saw hammer as a gavel to be presented to Matt Smith, then head filer at W.A. Woodard Lumber Co. (now Weyerhaeuser Co.), Cottage Grove, Oregon, when Matt became Master of his Masonic Lodge. Fred Nelson, who figured so prominently in the growth of the filer's associations, did the honors at the first presentation. When his term as saw filer to become Master was over, Matt presented the gavel to the next Master of his lodge. The idea of transferring the gavel from filer to filer developed and by-laws were drawn up for it. Through the years, the gavel traveled across the United States, to Canada and New Zealand, each Master adding something to the travel case until it came to rest back at Armstrong.
|
 |
| Armstrong's Earl Howey (left)
presents the Saw Filer's Gavel to Laverne Stratton, Secretary of the Southern
Saw Filers' Educational Association in 1973. Armstrong traditionally presents
the Myrtle wood gavel to the outgoing President of each association, signifying
a job well done. |
The new saw filer's gavels are also carved in the shape of a crosspean
hammer. Harry first used the wood of the rare Myrtle wood tree for the
gavels, having chosen it for its fine texture, hardness, and beauty, with
tones varying from silvery grey to vivid browns, tans and black. Oregon
Myrtle wood is remarkable in that it is found only in Oregon and Northwestern
California. First designed by Harry for the Masonic Masters and now presented
to outgoing Saw Filer Association presidents, the saw filer's gavel symbolizes
appreciation for a job well done.
Armstrong equipment is a specialized line, and in the 100 years the company
has been in operation, it has achieved a unique reputation for precision
equipment, designed and manufactured with the user in mind, and careful,
prompt service.
We are proud to serve the industry for these past 100 years and look forward
to continuing that partnership in the future. |
 |