To sharpen saws for maximum cutting capacity without wasting saw steel, grinding wheels or operator's time, it is highly important that the sharpener be of proper design and in the best condition, with all working parts, bearings and cams in proper adjustment.
The saw sharpener should be designed to allow simple, easy, economical maintenance so that precision accuracy will be possible at all times, due not only to the delicate, exacting requirements, but due also to excessive vibration found in many filing rooms.
Speed of the sharpener should be slow enough to permit the grinding wheel plenty of time to cut its way free and clean, yet fast enough so the filer can keep up with his work without wasting time.
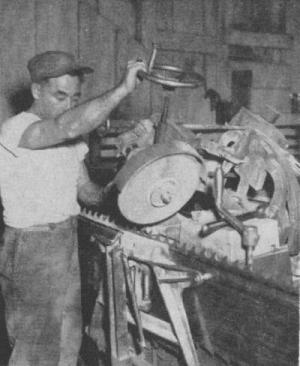
The cam action should be such that the grinding wheel will not hit too hard in the gullet of the teeth. It is best for the wheel to come down gently and evenly, remaining in the gullet long enough so it is cleaned out without any tendency to burn the saw.
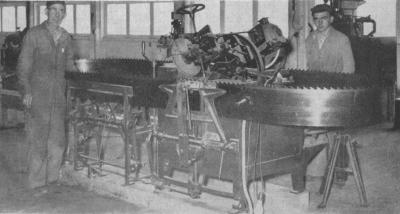
The faceplate on the front of the sharpener directly under the grinding wheel should be inspected frequently. The constant sliding of the saw will wear the plate, causing improper grinding as well as setting up vibration that adds to wheel wear.
The back edges of band saws wear grooves in the carriage in front of the sharpener which carries the saw. This causes the saw to bind so the feed finger cannot properly locate the tooth in the right position to be ground the required amount. So unless this carriage is inspected periodically the grinding wheel is liable to come down too hard or take too heavy a cut on the face of some teeth and not enough on others, or even miss some entirely.
Grinding wheel life depends on so many factors that it is difficult to estimate maximum wheel life. If the points of the teeth are pulled down and forward too much in swaging, considerable extra grinding will have to be done on top of the tooth in order to bring the point back. Points which are pulled forward will also cause undue wear on the side of the grinding wheel. Unless it is necessary to allow the swage to do these things to maintain the tooth shape, it simply means extra wear with resulting waste of both grinding wheel and saw. It is necessary to maintain a happy medium or balance to avoid undue wear and waste and still not lose the tooth outline.
The best grinding results on band saws and the longest wheel and saw life will be possible with a wheel of proper size to match the size of tooth, of a grit and grade to grind without burning the saw nor lose its shape and require excessive dressing. Grinding wheel suppliers seem to agree that there is less wear on the wheel when the thickness is such that the of the gullet is formed by a wheel thick enough so that it need not have to drag in the gullet.
While it is true that grinding wheel wear is affected by a number of different things, it at least gives some indication of how efficient and accurate a sharpener is. Also to what extent the filer has been able to coordinate the different fitting operations and keep them in proper balance.